
India is one of the world's largest producers of sugarcane and, by extension, molasses — the dark, viscous byproduct of sugar refining that feeds the country's vast distillery and ethanol production sector. Yet despite its abundance, molasses is a notoriously inefficient feedstock when fermented without the right enzymatic support.
The core problem: a significant fraction of the sugars in molasses are unfermentable by yeast alone. Add to that the ever-present threat of microbial contamination, the challenge of high-gravity fermentation, and the volatility of condensate water recycling, and it becomes clear why many Indian distilleries leave yield on the table.
Enzyme technology — specifically purpose-designed fermentation enzymes — is changing that equation. This guide explains the science behind molasses fermentation challenges, how specialised enzyme products address them, and what distilleries in India should look for when selecting a fermentation enzyme partner.

Unlike grain-based feedstocks (corn, wheat, sorghum), where starch must first be liquefied and saccharified before yeast can act, molasses already contains free sugars — primarily sucrose, glucose, and fructose. This should make it a straightforward fermentation substrate. In practice, it is not.
Molasses contains a class of complex carbohydrates — often called unfermentable sugars (UFS) — that yeast cannot metabolise. These include oligosaccharides, polysaccharides, and Maillard reaction products formed during the heat-intensive sugar refining process. UFS not only represent lost ethanol yield, they also increase the viscosity of the fermentation broth, putting additional stress on yeast cells.
Molasses, especially when stored at industrial scale, is susceptible to contamination by lactic acid bacteria (LAB), wild yeasts, and other microorganisms. These contaminants compete with the production yeast for fermentable sugars and generate inhibitory metabolites — most significantly volatile acids — that suppress yeast performance and reduce ethanol titres.
Many modern distilleries operate under high-gravity (HG) fermentation conditions to maximise throughput — feeding more concentrated molasses wort to produce higher-alcohol ferments. This increases osmotic stress and ethanol toxicity for the yeast, shortening cell viability and slowing fermentation rates.
Recycling condensate water (recovered from distillation columns) back into the fermentation process is a widely adopted water-efficiency measure. However, condensate can carry thermophilic bacteria and volatile fatty acids that further stress fermentation when left untreated.
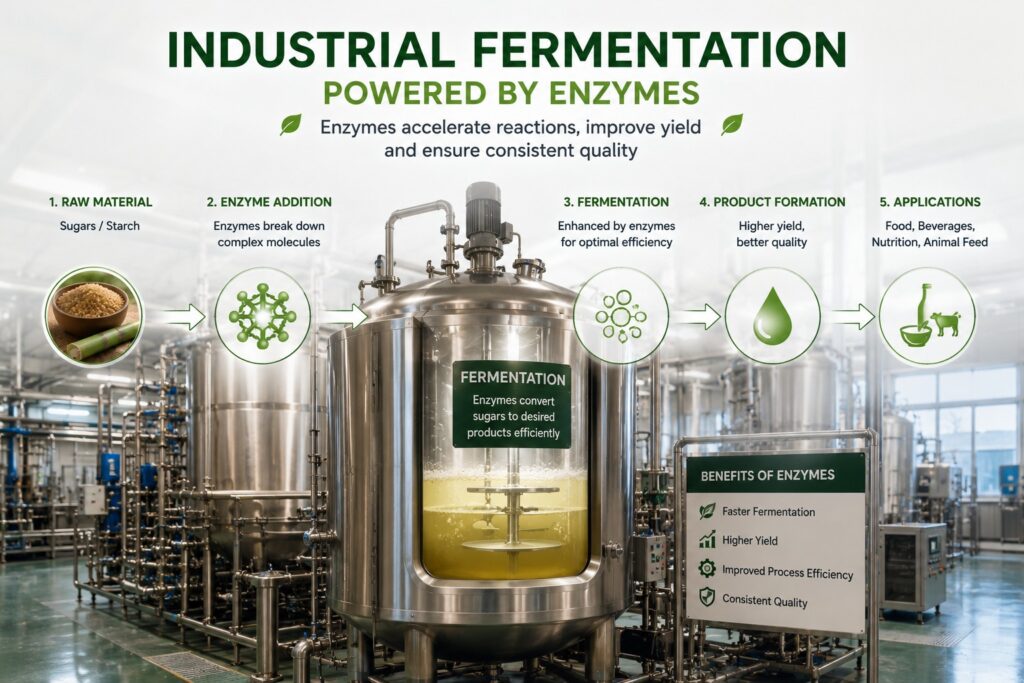
Addressing these challenges requires not a single enzyme but a coordinated suite of products — each targeting a specific point of failure in the molasses fermentation process. Leaf CleanTech, a Bengaluru-based biotechnology company, has developed a vertically integrated portfolio of fermentation enzyme products covering every stage of the molasses-to-ethanol process.
The primary yield enhancement tool for molasses-based distilleries.
MOLZYME is a multi-enzyme complex specifically formulated for molasses fermentation. It addresses three of the four key challenges simultaneously:
| Specification | Details |
|---|---|
| Form | Powder |
| Shelf Life | 2 Years |
| Packaging | Food-grade Metalised Pouches (1 kg / 25 kg) |
| Application | Fermentation Booster for Molasses Fermentation |
| Min. Order Qty | 25 kg |
Dosing: MOLZYME is typically dosed at the start of fermentation into the fermenter or backset, following the manufacturer's recommended dose rate based on molasses Brix and batch size.
The production organism, purpose-selected and optimised for cane sugar substrates.
A fermentation enzyme programme works best when paired with a high-performance yeast strain capable of exploiting the additional fermentable sugars that enzymes unlock. LEAFALCO YEAST-M is Leaf CleanTech's purpose-selected dry yeast for molasses applications, offering:
| Specification | Details |
|---|---|
| Form | Powder |
| Shelf Life | 2 Years |
| Packaging | Airtight Metalised Pouches (10 kg) |
| Application | Industrial / Beverage / Fuel Ethanol |
| Min. Order Qty | 25 kg |
Key note: The combination of LEAFALCO YEAST-M with MOLZYME creates a synergistic system — the enzyme unlocks sugars that the optimised yeast strain can fully exploit, maximising ethanol per tonne of molasses.
For distilleries processing fresh cane juice, B-heavy / C-heavy molasses, or blended feedstocks.
LEAFFERM J is engineered for cane juice and syrup substrates, mirroring MOLZYME's mechanism for this specific feedstock class:
| Specification | Details |
|---|---|
| Form | Powder |
| Shelf Life | 2 Years |
| Packaging | Food-grade Plastic Pouches in Metalised Outer (1 kg / 25 kg) |
| Application | Distillery / Fermentation Industry |
| Min. Order Qty | 25 kg |
Protecting fermentation quality when recycling distillation condensate back into process.
When distillation condensate is recycled back into fermentation — a critical sustainability measure for water-stressed plants — it can introduce thermophilic lactic acid bacteria and acetate-producing organisms that raise volatile acidity and inhibit yeast. LEAFFERM F addresses this through lysing activity: enzymatically rupturing the cell walls of contaminating bacteria before the condensate enters the fermenter.
| Specification | Details |
|---|---|
| Form | Powder |
| Purity | 99% |
| Shelf Life | 2 Years |
| Packaging | Food-grade Plastic in Metalised Pouches (1 kg / 25 kg) |
| Min. Order Qty | 25 kg |
Protecting your raw material before fermentation even begins.
Poor molasses storage is one of the most overlooked sources of fermentation inefficiency in Indian distilleries. During off-season or long storage periods, microbial activity can significantly degrade fermentable sugar content, raise acidity, and contaminate the feedstock before it reaches the fermenter. LEAFFERM S is a dedicated storage preservation enzyme that:
| Specification | Details |
|---|---|
| Form | Powder |
| Grade | Reagent Grade |
| Shelf Life | 2 Years |
| Packaging | Food-grade High-Gauge Plastic in 25 kg HDPE Drums |
| Min. Order Qty | 25 kg |
Understanding where each product fits across the production timeline helps distillery managers make informed decisions about enzyme combination:
| Process Stage | Product |
|---|---|
| Raw Molasses Storage | LEAFFERM S — Suppress contamination, reduce acidity, preserve sugars |
| Wort Preparation / Fermenter Fill | MOLZYME — Hydrolyse UFS, invigorate yeast, control contamination |
| Yeast Inoculation | LEAFALCO YEAST-M — High-performance molasses yeast |
| Cane Juice / Syrup Fermentation | LEAFFERM J — Converts UFS, invigorates yeast (replaces/supplements MOLZYME) |
| Post-distillation Condensate | LEAFFERM F — Treat condensate before recycling to fermenter |


India's National Biofuel Policy and the Ethanol Blended Petrol (EBP) programme have created unprecedented demand for high-quality fuel ethanol. Distilleries under pressure to increase output and improve efficiency cannot rely solely on commodity enzyme products designed for other geographies or feedstock types.
Purpose-built solutions — formulated specifically for Indian cane molasses quality profiles, operating temperatures, and plant configurations — provide a measurable performance edge. Leaf CleanTech's molasses fermentation product range is developed and technically supported from Bengaluru, with direct access for Indian distillery operators.
Beyond molasses fermentation, Leaf CleanTech offers a complete grain fermentation enzyme suite including High-Temp Bacterial Alpha Amylase (LEAFALFA L), Glucoamylase Liquid Enzyme, Active Dry Yeast for grain substrates, and BOOSTERZYME for grain fermentation efficiency.
Website: leafcleantech.com/fermentation-products
Contact: +91-8041144713 | info@leafcleantech.com
©2026. Leaf CleanTech - All Rights Reserved.